






































工业内窥镜能检测出的14种典型缺陷及表现形式
内窥检测是一种利用检测图像评估设备内部状态的检测技术。由于使用内窥镜观察设备内部的视角、位置与人眼直接观察存在较大差异,各种缺陷在内窥图像中会呈现出不同的形态。工业内窥镜能检测出的14种典型缺陷包括:多余物、锈迹、腐蚀、毛刺翻边、起皮、划痕拉伤、凸起凹陷、斑痕、焊接缺陷、氧化、裂纹、镀(涂)层损伤、磨损、和烧蚀,本文介绍这14种典型缺陷及其表现形式。

1. 多余物。内窥检测是产品多余物控制的重要方法之一。多余物存在于管道、容器等产品的内部,位置不固定,有时会随着产品移动,多存在于弯曲、死角处,对产品工作性能有害。多余物大多为金属加工屑、遗落在产品内部的螺钉、垫圈、异常断裂物等。当管道、容器内残留有油等液体时,金属加工产生的碎屑会大量残留。金属碎屑在内窥图像中多为白色反光亮点。
2. 锈迹。产品加工过程中使用的加工液、酸洗液等易在管道、容器中残留,导致其内壁出现腐蚀现象。早期的轻微腐蚀可在内窥检测中看到表面颜色出现变化,铁基材料表面多呈现锈红色,经酸洗除锈后可消失,表面无明显损伤。
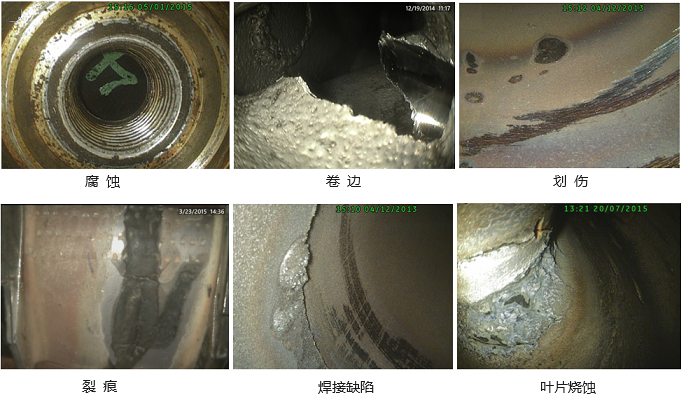
3. 腐蚀。与上述轻微腐蚀出现锈迹相对应的是严重腐蚀,表面出现明显的腐蚀产物,多突出于产品表面,使表面呈现出明显的凹凸不平,清除腐蚀产物后,表面一般留有腐蚀坑。
4. 毛刺翻边。是管口、孔加工时残留在加工位置处的被加工物,在工作中会脱落形成多余物。使用工业内窥镜检测时,通道内的大毛刺、翻边会划伤损坏探头,或将探头卡在通道内,所以内窥检测通道内的毛刺翻边应在检测前去除。
5. 起皮 (翻皮)。是管路等内表面出现的一种片状凸起物,是管材生产过程中分层形成的缺陷,一般酸洗方法无法去除。在内窥图像中为白色反光亮点,与多余物相似,有时可见明显凸起,机械去除后会有凹坑出现。
6. 划痕、拉伤(划伤)。是指沿管路方向形成的一条或多条平行直线形损伤,长度较长,多为管路生产加工过程造成。在内窥图像中因反射光线与观察角度的不同表现为沿管路方向亮线或暗线,划痕深度很浅。划伤一般深度较深,内窥检测时能发现其有明显的深度,有时划伤与起皮同时出现。内窥镜对此类缺陷的检测十分灵敏。
7. 凸起凹陷。指管路内表面上出现的凸起物和凹陷坑,为管路制造中形成,管路外表面无对应的凹陷和凸起。在内窥图像中凸起多呈现白色反光,凹陷呈现深色,仔细观察有明显深度感。
8. 斑痕(点)。多出现在管路酸洗等处理后,出现或明或暗或颜色异常反光点及印迹,与周围组织反射有明显不同,有时无明显凸凹变化。内窥检测中此类现象性质的判定比较困难,必要时需要进一步分析,对检测人员经验积累要求较高。
9. 焊接缺陷。焊接缺陷特指管路、容器在焊接加工过程中,人眼无法直接观察到的焊缝反面的缺陷。主要有未焊透、未熔合、表面气孔、飞溅物、焊瘤、焊接击伤等。未焊透、未熔合、表面气孔可用内窥镜直接观察其形貌特征加以判断。飞溅物是焊接中熔化金属飞溅粘在管路、容器内壁,飞溅物也会在产品工作过程中脱落形成多余物。焊瘤专指管路焊接过程中因电流过大,大量金属熔化物在焊缝反面堆积形成,焊瘤会减少管路内径,影响流体的流动。
10. 氧化。指焊接、热加工后产品内表面颜色的变化。导管经过焊接后,焊缝及热影响区会产生一定的氧化现象,由于氧化程度不同,经过酸洗后表现为与基本金属表面色泽的不一致。
11. 裂纹。裂纹是内窥检测的常见缺陷,在内窥图像中多呈现为一种断续的暗线或亮线,与划痕相似;开裂有明显的开口,内窥检测易发现。
12. 镀(涂)层损伤、脱落。由于镀(涂)层添加工艺操作不当或受到过大的机械损伤、环境条件改变等原因,导致零件表面局部镀(涂)层与基体分离脱落形成的表面凹陷。
13. 磨损。在零件表面反复受到另一接触物体的摩擦作用,使零件表面失去原有的尺寸和精度要求。表面呈现光洁度下降,出现严重拉划伤,局部缺损等现象。
14. 烧蚀。高温气体和发射火药粉末燃烧产生的残余物对产品内表面产生冲刷、摩擦、腐蚀,而出现变形、龟裂、烧蚀坑等称为烧蚀缺陷。起因是材料受到化学、机械、物理和热的影响而发生性质的改变。在高温下运行的产品,表面凸凹不平,常因积碳、强烈氧化而颜色发暗,并带有明显的烧蚀特征。
了解工业内窥镜能看到的14种典型缺陷及表现形式,有助于检测人员发现并识别缺陷。实际工作中工业内窥镜可以检出的缺陷种类不局限于这14种,它们在大小、形态、颜色方面各异,需要检测人员不断积累经验,同时也需要高性能检测设备。韦林工业内窥镜XLG4-MViQ 系列产品具备120万高清原生像素的CCD内窥成像技术,图像清晰,色彩还原度高,具备连续360度全方位大角度的纯电动导向,可以辅助检测人员更全面、准确、快速地检测缺陷。
相关推荐:
工业内窥镜工作原理
工业内窥镜在生产制造领域的用途有哪些?
如何理解工业内窥镜长度-韦林工业内窥镜
什么是工业内窥摄像头?有哪些参数?
热点文章:
工业内窥镜常见问题及故障排除-图像篇
关于工业内窥镜十大品牌,请擦亮您的双眼
进口内窥镜MViQ的测量技术与传统测量技术的比较
智能工业视频内窥镜ADR人工智能辅助缺陷判断系统










 京公网安备11010502033568号
京公网安备11010502033568号