






































详解工业内窥镜检查缺陷的基本程序
针对产品质量控制和在役设备的预防性检测需求,不少行业都使用工业内窥镜查找内部缺陷,这种检测方法在汽车制造和维修、以及航空发动机孔探等多个领域都有应用。相较于传统目视检测的“检查、确认、评判”这三个流程,工业内窥镜的检测程序复杂一些,包括:推送探头、调节照明、大面积扫查、局部细查确认缺陷、测量评判等,本文将具体说明。

使用工业内窥镜检查缺陷的基本程序:
1. 推送探头:在没有毛刺等障碍物的通道中缓慢推进探头到预定的检测区域,其中探头规格(直径和长度等)是预先根据检测通道口径以及检测需求选定的。
2. 调节照明:对于像韦林内窥镜这样具有自动光强度调整功能的检测工具来说,通常可以免去这一程序;否则需要检测人员通过操纵杆或手持机按键进行手动调节,以提供被检测区域清晰成像所需的理想照明。对于比较暗的环境,可以启用延时曝光功能,将会对成像效果有明显改善。
3. 大面积扫查:对应传统目视检测的“检查”阶段。在该阶段正确使用探头导向功能,有助于实现更为快速、且覆盖全面的内窥检测,建议将探头导向设置为粗调模式,可以提升检测效率,用比较短的时间定位关键区域、以及发现异常反光点或明暗变化等需重点关注的区域。
4. 局部细查确认缺陷:对应传统目视检测的“确认”阶段。在该阶段可以将探头的导向弯曲方向电控一键锁定,锁定后有步进式微调功能,以精确步进方式微调导向的弯曲方向,从而可以对关键或重点区域进行仔细检查,从不同的距离和角度反复观察;如果使用的是高像素数的工业内窥镜,还可以利用冻结和数字变焦局部放大的方法进一步观察细节,以便精确查找缺陷位置、确认缺陷并识别缺陷类型。
5. 测量评判。对应传统目视检测的“评判”阶段。内窥检测程序除了定性评判外,还可以通过测量进行定量评判。先捕获测量图像,然后根据缺陷类型选择对应的测量方法并执行选点操作,测量系统会给出相应几何量的测量数值,检测人员可以根据测量数值与检测指导文件等进行比对,以判断缺陷是否影响被检测对象的安全。

使用工业内窥镜检查缺陷的案例:
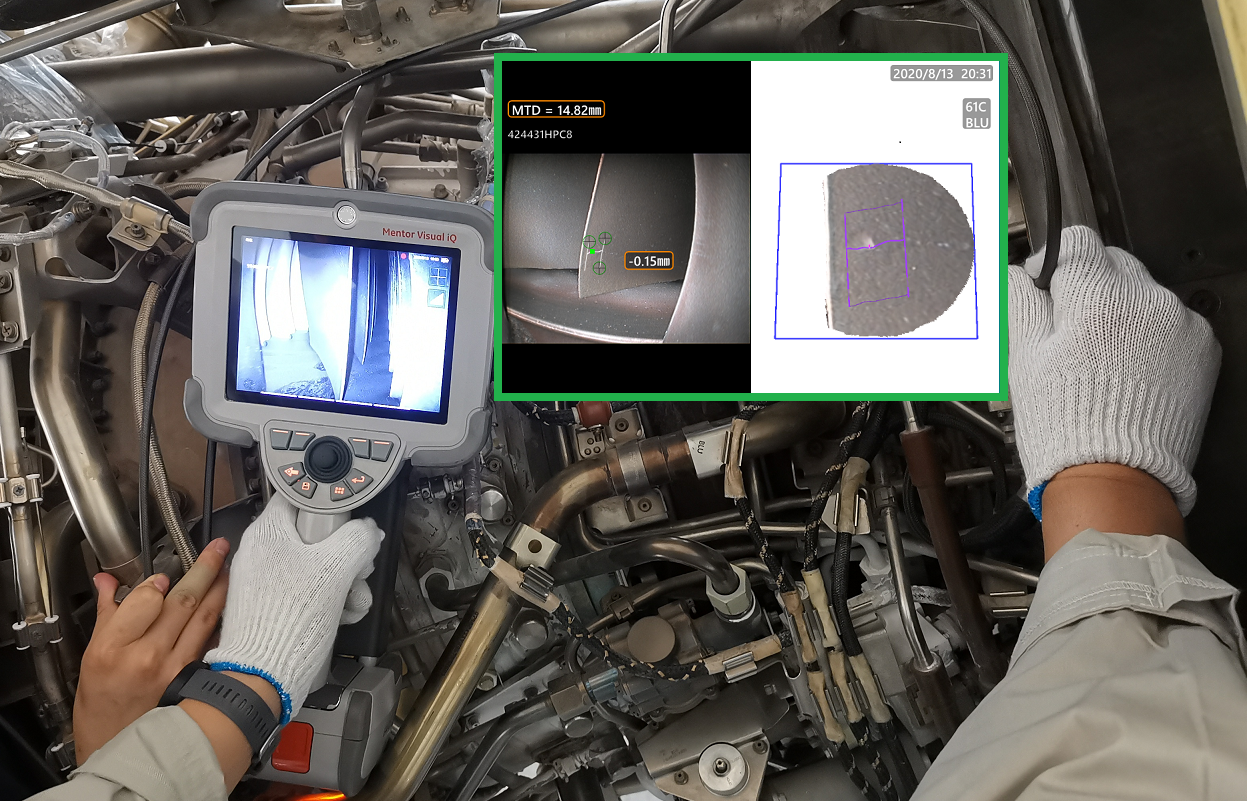
作为高端工业内窥镜品牌,韦林经常为航空发动机孔探提供现场支援服务。例如,韦林技术团队曾使用 Everest XLG4-MViQ 视频内窥镜协助某飞机工程有限公司检查飞机发动机压气机叶片,由于航空发动机孔探都有比较严格的定量分析要求,因此韦林技术人员直接使用了单物镜相位扫描三维立体测量(3DPM)镜头,在将探头穿绕至压气机叶片附近后,先利用 3DPM 镜头的大视野单视窗优势进行观察,通过大面积扫查和局部细致观察,发现了叶片上有一处凹坑状的击打损伤,随后立刻采用针对弧形表面缺陷测量的创新方法——区域深度剖面测量方法,测得凹坑深度为 0.15mm,该缺陷尺寸在维护手册规定的安全阈值范围内,用户据此做出了无需下发返厂的决定,减少不必要的维修成本。
以上介绍了工业内窥镜检测的基本程序和具体案例。在实际工作中,随着工业内窥镜功能的不断强大,还可以利用人工智能辅助识别缺陷、现场分享检测图像、与场外专家进行异地协作、以及自动生成检测报告等,从而让内窥检测过程更高效。
相关推荐:
工业内窥镜的使用方法及操作步骤
【干货】什么是单物镜相位扫描三维立体测量技术?优势及案例分享
使用相位扫描3D测量内窥镜进行缺陷测量,无需更换镜头效率更高!
韦林工业内窥镜测量功能新亮点:自动识别并测量缺陷最深点或最高点
热点文章:
航空发动机视情维修孔探检测利器—工业内窥镜
高清孔探仪(工业内窥镜)的特点及孔探仪生产厂家介绍
进口工业内窥镜与国产工业内窥镜的差异体现在哪?
用韦林工业内窥镜检测风机叶片,风力发电机组运维的必要措施










 京公网安备11010502033568号
京公网安备11010502033568号