






































工业内窥镜测量技术概述
测量技术扩展了内窥检测技术的应用范围,使内窥镜从一种观察工具发展成为具有高精度定量分析能力的多功能设备,不仅可以对缺陷进行量化分析,也可以对被检测空间内的预设参数进行测量,实现了内窥检测技术的质的飞跃。
工业内窥镜测量技术的特点:
内窥检测所观察得到的是放大的图像,并需要在放大的图像上测量所需位点间的距离,测量的准确性与放大倍数、镜头参数、镜头到物体的距离、照明条件等因素有关。众所周知,内窥检测对象是三维立体的实体,而图像只能是一个二维平面,由于视角的关系,立体结构的不同位置在平面图像上反映的放大倍数是不同的,所以内窥测量技术通常要求在同一平面图像上满足水平与垂直两个方向的测量要求,以期获得更可靠的测量结果。
测量内容有哪些?
由于缺陷种类的多样化,因此需要测量的指标也有线型、面型等多种形式,具体包括:长度、距离(点到线)、面积、折线段、深度等,各工业内窥镜厂商通常开发相应的测量方法(测量模式)来测量这些指标。此外,还有一些比较好的工业内窥镜品牌开发了更为先进的测量方法,更有针对性地提高测量的准确性和效率,例如韦林工业内窥镜的深度剖面、区域深度剖面、测量平面、涡轮叶片与机匣间隙自动测量、以及半径计测量等。

工业内窥镜测量技术有哪些?
这里介绍三种测量技术:阴影测量法、双物镜测量法、相位扫描三维立体测量法。
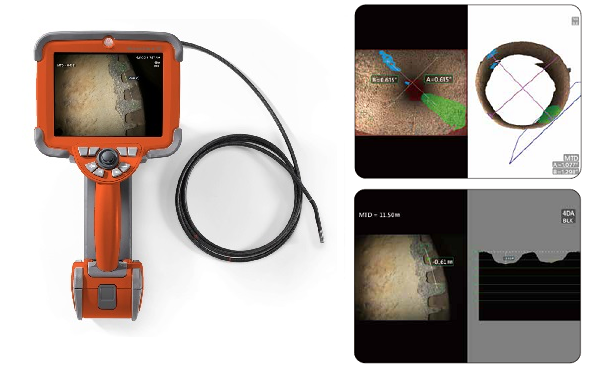
1、阴影测量法:根据固定标记在不同距离平面上投影的位置变化与其距离有比例关系这一特点,利用阴影投射及三角几何原理进行测量。在进行斜面、垂直面(即深度)测量时,对探头与观测位置有一定的要求,否则难以保证测量精度。
2、 双物镜测量法:利用不同位置两个镜头对同一物体进行观察时会形成两个不同位置的图像的原理,通过视差和三角几何原理进行测量。缺点是双物镜镜头对物体进行观察时,由于双镜的采用,导致观察效果不理想,一般常利用非测量探头进行观察找到缺陷或测量位置后再用双物镜镜头进行测量,操作比较不方便。
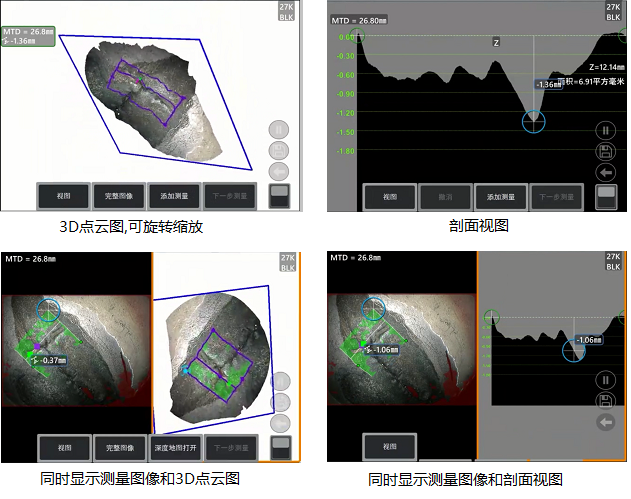
3、相位扫描三维立体测量法:相位扫描三维立体检测及其重构技术是计算机图像处理技术的基础上,应用非接触性的快速获取三维物体轮廓的检测方法——利用投影光栅法、相位分析、以及相位高度转换算法,得到物体轮廓的三维数据信息。三维立体相位扫描检测可实现单一物镜全屏显示画面,无需交替使用观察和测量镜头,操作顺畅,且可任意角度观看三维立体点云模型,可查看深度图、垂直剖面(切片)视图等,使缺陷的形状和特征变得更加清晰,便于检测人员对于被检测物的可用性做出更准确的判断。
工业内窥镜测量技术可以帮助检测人员对缺陷损伤的大小尺寸进行测量,从而更加自信地对损伤进行定量评估,对产品性能进行分析,让内窥检测从定性观察的“看图说话”,拓展成一种有数据支撑的检测手段。
相关推荐:
【干货】什么是单物镜相位扫描三维立体测量技术?优势及案例分享
工业内窥镜检测注意事项:选择正确的测量类型很重要
韦林工业内窥镜在发动机叶尖掉角检测及测量上的应用
韦林内窥镜3D测量点云图的优势、使用说明及操作指南
热点文章:
手持式测量型工业视频内窥镜在水轮机汽蚀检测中的应用
美国韦林相位扫描三维立体测量法在燃机发电厂的应用
CCD在工业内窥镜中的应用
工业内窥镜测量缺陷的注意事项










 京公网安备11010502033568号
京公网安备11010502033568号